

Concepto Watch Factory SA
Rue du Collège 85
2301 La Chaux-de-Fonds
+41 32 911 19 19
info@conceptowatch.ch

00%

Suivant le cahier des charges élaboré avec le client, les designers et ingénieurs conceptualisent puis donnent naissance au projet. Ils définissent ses contours techniques et esthétiques, appuyés par leurs outils de conception 3D.
Les formes, finitions et cinématiques des mécanismes sont validés en étroite collaboration avec les horlogers du laboratoire interne, spécialistes en prototypie et fiabilisation.


Une fois les phases de qualifications effectuées, les dossiers de plans sont créés et transmis au département des méthodes par le Chef de projet. S'ensuit la création des articles et des gammes opératoires de production.
Qu'il s'agisse d'un calibre industriel, d'un module additionnel ou d'une grande complication, la Manufacture sait faire preuve d'une grande réactivité, centrée sur la compréhension des enjeux qualitatifs et commerciaux de sa clientèle.
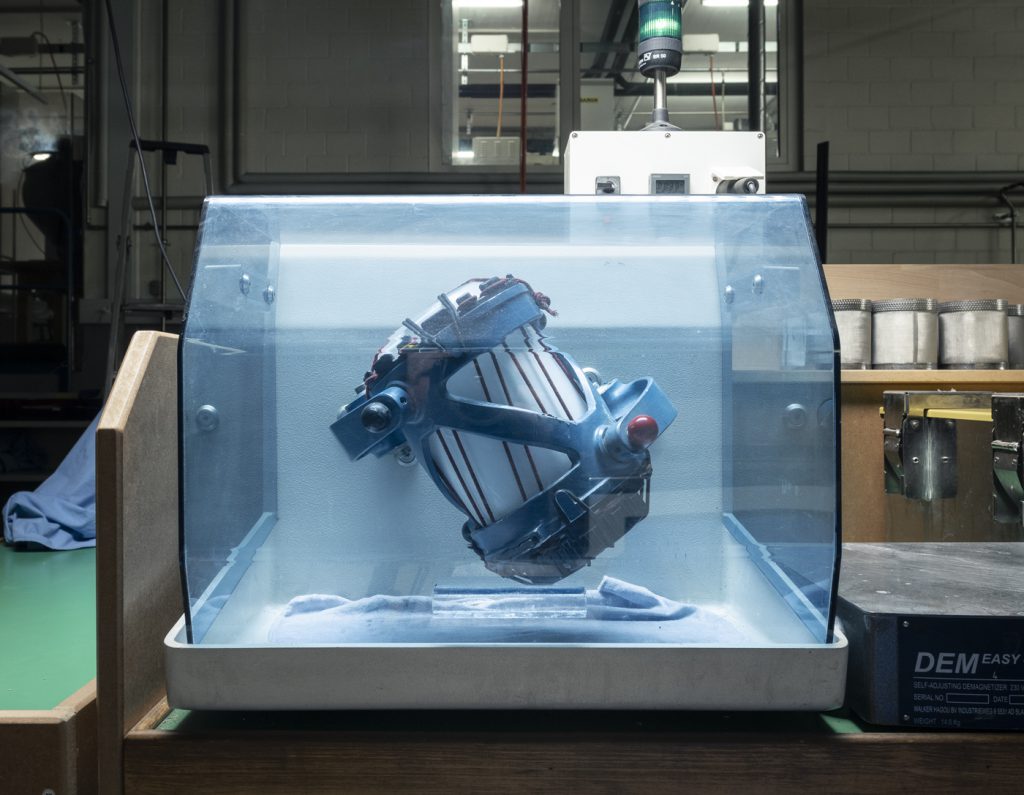
La qualité finale d'un composant commence par la maîtrise d'approvisionnement et de traitement des matières brutes.
Lavage, recuit, durcissement, trempe, mise d'épaisseur au micron, sablage ou polissage par trovalisation et tribofinition, sont autant d'étapes à dominer afin d'assurer une qualité de matière irréprochable, prête à être usinée tout en répondant aux critères requis. Qu'il s'agisse de métaux techniques ou précieux, tous sont traités avec la même exigence d'excellence.







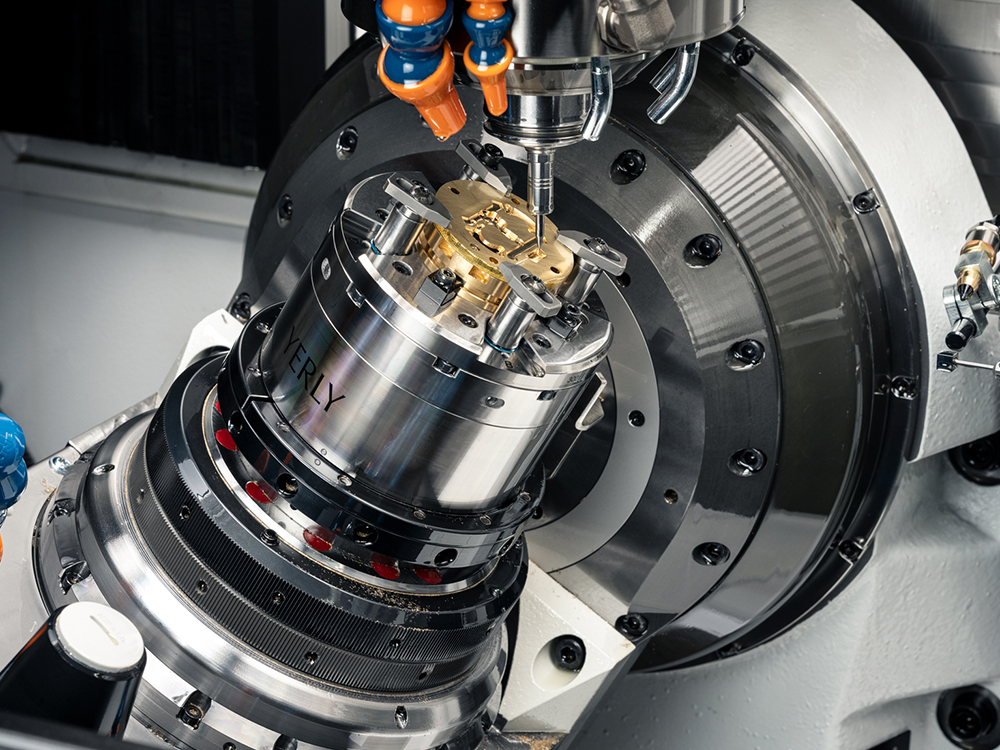




Très conséquent, le parc machines évolue constamment en fonction des avancées technologiques.
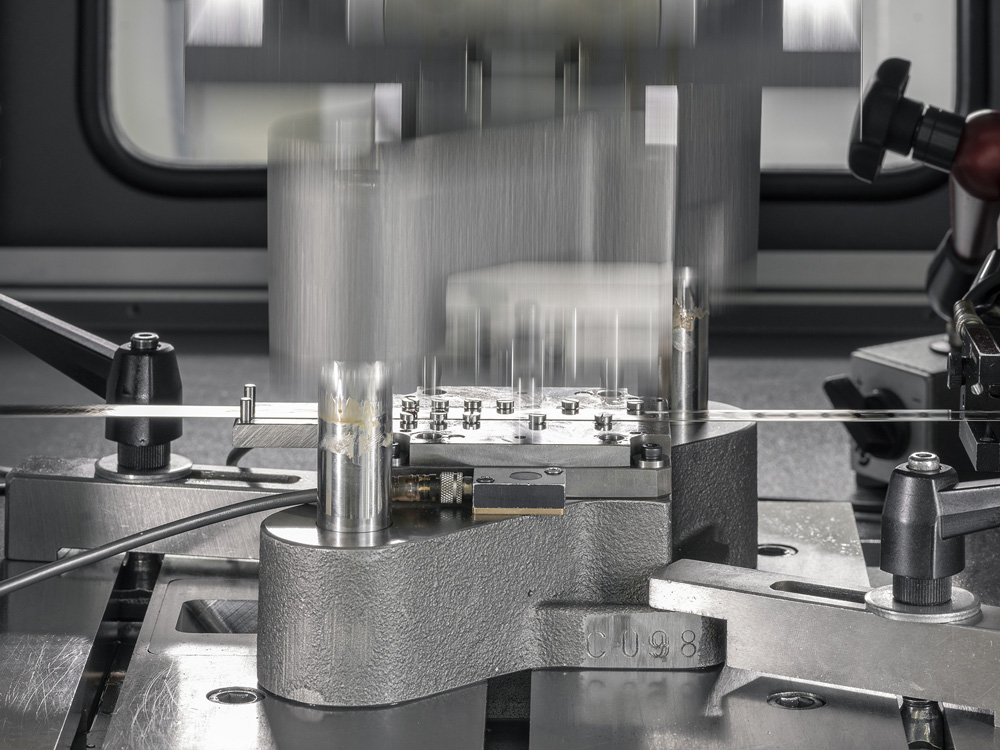
Centres d'usinage à commande numérique 5 axes simultanés, dont certains avec robot de chargement, tours numériques et machines de découpe par électroérosion s'articulent autour du bureau de programmation et de GPAO. Le laser ML-5 complète également cette infrastructure pour une découpe d’une extrême précision, sans dépouille.
Près de 150 unités d'usinage et équipements spécifiques permettent d'effectuer à l'interne et en toute indépendance, les diverses opérations de production.
L'atelier de mécanique de précision est à même de fabriquer les outils ou posages nécessaires à la réalisation des composants et fournitures qui constituent les mouvements, comme ceux utilisés pour la décoration, le garnissage, l'assemblage et le contrôle.
Il se charge également de procéder à la fabrication d'étampes complètes qui nécessite un savoir-faire technique rare et recherché.

Afin d'assurer une qualité optimale à chaque étape de fabrication, l'ensemble des pièces produites est minutieusement contrôlé à l'aide d'équipements de pointe.

Dédié à la fabrication des mobiles (rouages et pignons), de diverses vis et axes, le département « DTR » est également doté d'un parc machines spectaculaire, permettant d'exécuter toutes les opérations de décolletage, taillage et roulage, avec une fiabilité d'exécution remarquable.
La différence majeure entre un producteur de mouvements et une véritable Manufacture indépendante, réside dans sa capacité à produire ses propres assortiments.
Également appelé organe réglant, cet ensemble de pièces est principalement composé d'un balancier, d'un spiral, d'une ancre garnie et de la roue d'échappement.
Il est considéré comme étant le « cœur » du mouvement, assurant par sa bienfacture, la régularité de la fréquence de distribution de l'énergie transmise aux mécanismes.
Grâce à des équipements spécifiques et des alliages développés en interne, la Manufacture assure la fabrication industrielle de tous les composants de ces ensembles qui garantissent la précision chronométrique des calibres manufacturés.
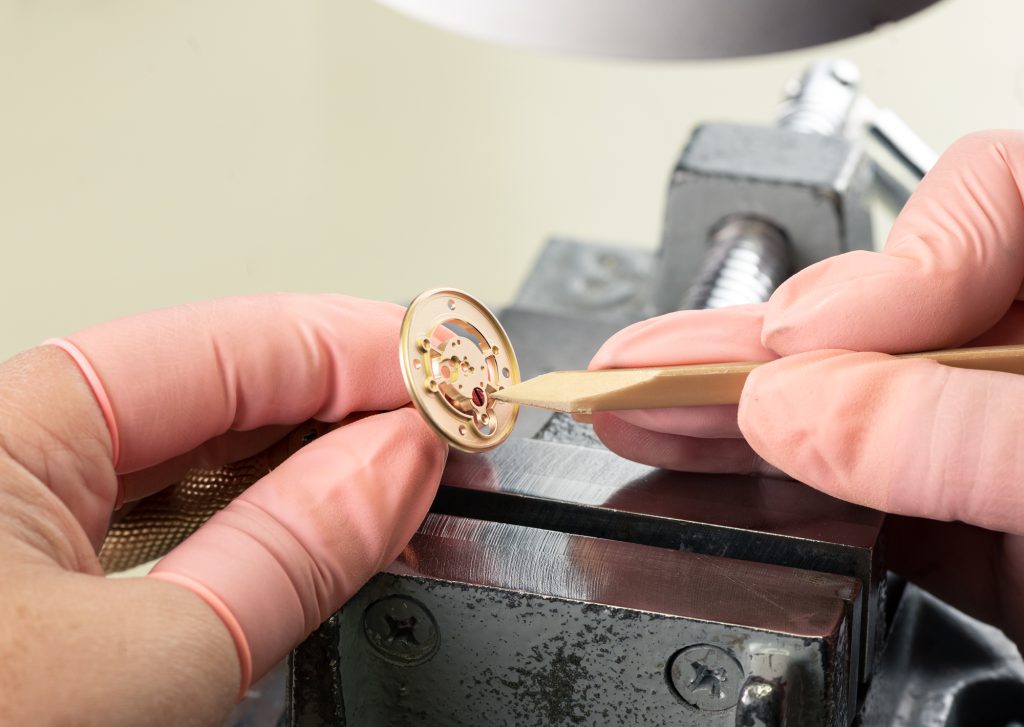
Au-delà de la technique pure, la décoration comme la finition du mouvement sont des éléments distinctifs qui permettent à nos partenaires d'affirmer leurs personnalités, tout en respectant leurs signatures esthétiques propres.
Des opérations artisanales et traditionnelles aux techniques les plus novatrices, la Manufacture maîtrise l'ensemble des métiers permettant la parfaite exécution de chaque pièce.
La plus-value ainsi apportée aux composants transforme les éléments usinés du mouvement en véritables œuvres artisanales.

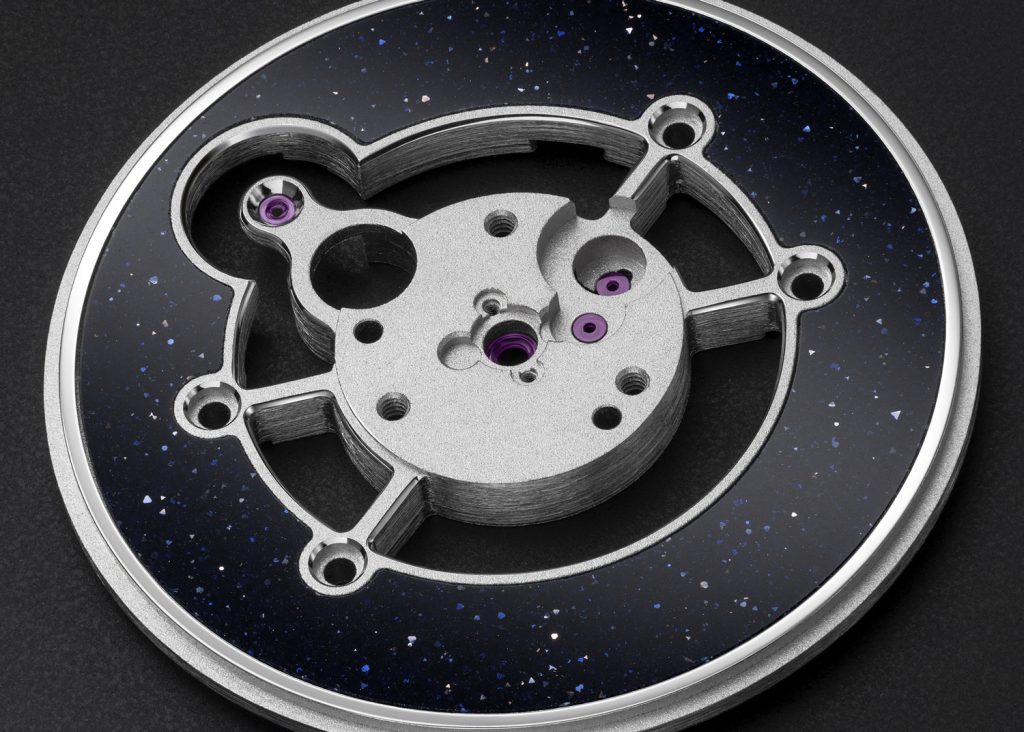
Angler puis polir à la main le chemin de découpe pour créer de subtils jeux de reflets et souligner l'esthétique du pourtour.



Polissage soigné, effectué sur un bloc de zinc massif enrobé de pâte diamant, jusqu'à l'obtention d'effets d'optique exceptionnels.


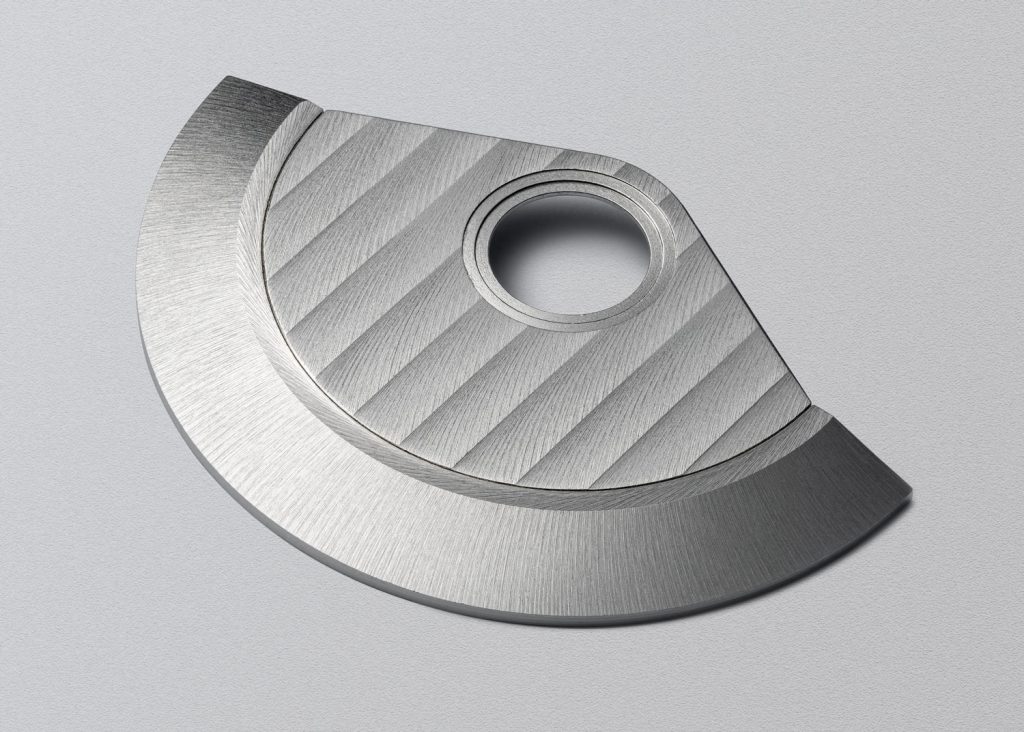
Signature élégante de la haute horlogerie traditionnelle, cette finition apporte des lignes parallèles, finement brossées en forme d'arcs de cercle.


Cercles délicatement brossés empiétant les uns sur les autres, créant ainsi un effet de surface particulier, souvent appliqué sur les parties inférieures des ponts et platines.



L'art du décor s'appuie également sur des équipements novateurs. Le laser femto offre une large palette de possibilités de décorations, de gravures et d'usinages tout en assurant une précision et une répétabilité hors du commun.
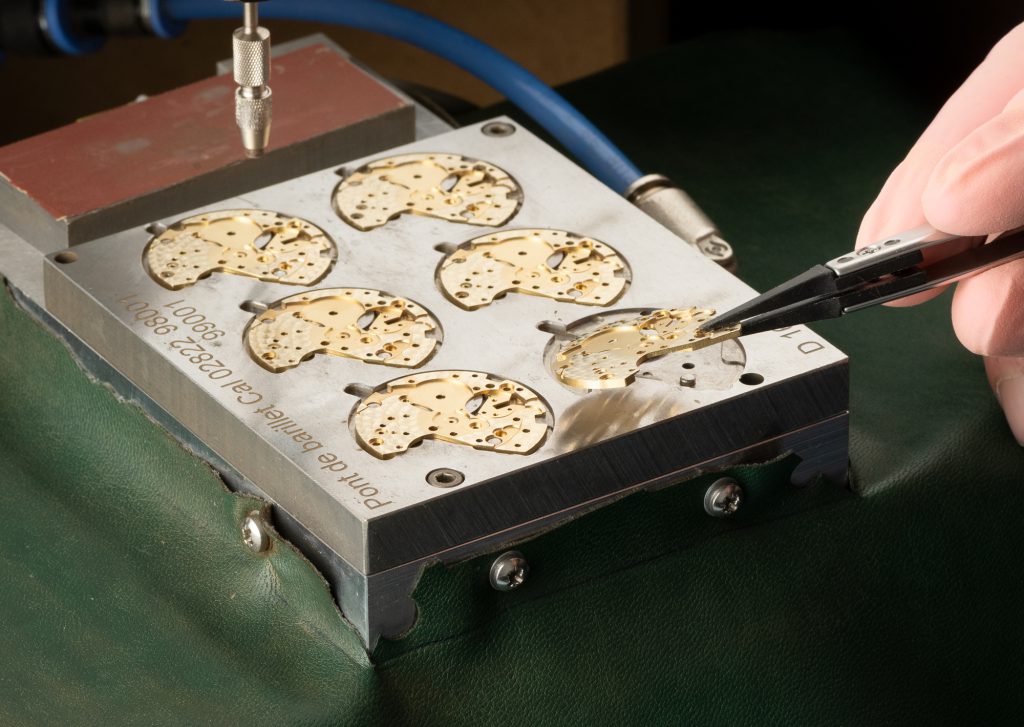
L'atelier d'horlogerie, cœur battant des activités de la Manufacture qui donne naissance au produit fini, est installé d'un seul tenant sur une surface de plus de 500m2. Il répond aux plus hautes exigences en termes d'équipements et d'environnement de travail, tant pour le garnissage et l'assemblage des mouvements que pour toutes les opérations d'emboîtage.
Affichant des objectifs de qualité identiques, le département grand flux côtoie la zone dédiée à l'assemblage et à l'emboîtage des grandes complications. Qu'il s'agisse de mouvements produits dans des quantités semi-industrielles ou de calibres compliqués créés à l'unité, le partage des savoir-faire opère de manière naturelle d'un univers à l'autre.

